Качество дозирования компонентов комбикормов, с точки зрения точности и неравномерности истечения сыпучего материала для объемных дозаторов вибрационного действия, во многом определяется параметрами вибрации [1]. При определенном их сочетании достигается максимальная текучесть и однородность внутренней структуры сыпучего материала.
Объясняется это ослаблением сил сухого межслоевого трения под действием вибрации [2]. Характеризовать увеличение текучести возможно значением эффективной кинематической вязкости.
Одним из параметров определяющих значение вязкости, является амплитуда колебаний, генерируемая посредством вибровозбудителей различной конструкции.
Наибольшее распространение в кормоприготовительной и перерабатывающей промышленности получили вибраторы, принцип действия которых основан на вращении дебалансов определенной массы.
Основными выходными параметрами вибраторов является амплитуда и частота колебаний возмущающего усилия. В ряде случаев необходимо получать четко направленное поступательное колебание с возможностью регулирования амплитуды либо частоты, так например, в вибрационных дозаторах, конструкции представленной на рисунке 1. Вибрационный дозатор содержит подвижную часть 1, подвешенную к наддозаторному бункеру 2 на четырех упругих тросовых подвесах 3, которой сообщается переменное возмущающее усилие от вибровозбудителя 4. При работе дозатора подвижная часть совершает колебательное возвратно поступательное движение под действием сил сопротивления воздуха и межслоевого трения сыпучего материала.
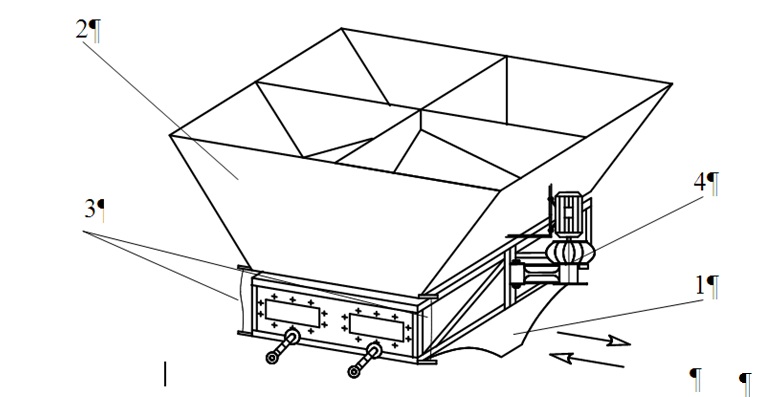
Рис. 1. Схема многокомпонентного вибрационного дозатора
В вибрационных дозаторах стабильная амплитудно-частотная характеристика во многом определяет качество работы, выраженное равномерностью выдаваемого потока сыпучего материала.
Управляющими параметрами состояния сыпучего материала, находящегося под воздействием вибрации, являются три безразмерных величины.
Вибрационный аналог известного в гидродинамике числа Рейнольдса, представленный выражением.
Представленные параметры обоснованы профессором И.Я. Федоренко [3] с использованием предположения о поведении виброожиженного материала аналогично поведению однородной жидкости с некоторой эффективной вязкостью. В псевдоожиженном слое сыпучего материала пронизывающий воздушный поток является несущей средой и создает динамический напор, воздействующий на частицы дисперсного материала, вовлекая их в движение.
Движение потока псевдожидкости описывается в форме уравнения Навье-Стокса:
Вибрационный аналог известного в гидродинамике числа Рейнольдса, представленный выражением.
![]()
где а – амплитуда колебаний рабочего органа;
w– угловая частота колебаний;
h – высота слоя обрабатываемого материала;
v – статическая вязкость сыпучего материала.
Коэффициент перегрузки:
![]()
где g – ускорение силы тяжести.
Масштабный фактор:
![]()
где h, D – параметры, определяющие геометрию форму объема виброожиженного сыпучего материала.
Представленные параметры обоснованы профессором И.Я. Федоренко [3] с использованием предположения о поведении виброожиженного материала аналогично поведению однородной жидкости с некоторой эффективной вязкостью. В псевдоожиженном слое сыпучего материала пронизывающий воздушный поток является несущей средой и создает динамический напор, воздействующий на частицы дисперсного материала, вовлекая их в движение.
Движение потока псевдожидкости описывается в форме уравнения Навье-Стокса:

В результате сложная задача динамики виброожиженного слоя с очень большим числом степеней свободы заменена задачей с минимальным их числом, тем не менее модель с высокой степенью достоверности описывает особенности поведения слоя материала, подверженного вибрационному воздействию.
Оперируя различными комбинациями значений r, в и s можно получить три основных динамических состояния (режима движения) дисперсного материала при вибрациях, наглядно представленых на диаграмме (рис 2), построенной в координатах r и s.
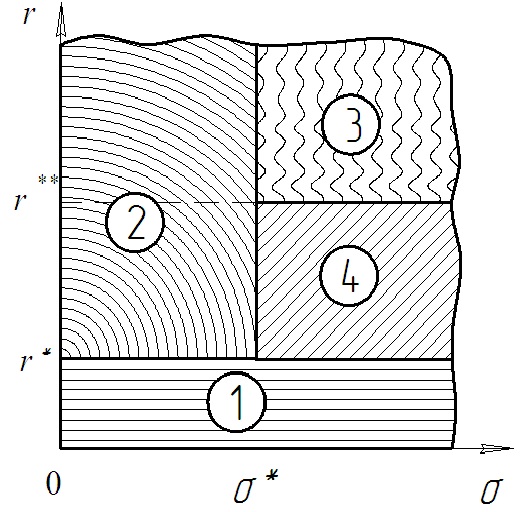
Рис. 2. Диаграмма динамических состояний слоя сыпучего материала при вибрациях (Федоренко И.Я):
1 – уплотнение и покой; 2 – детерминированные (ламинарные) циркуляции; 3 – стохастические (турбулентные) циркуляции; 4 – переходное состояние, комбинация 1,2 и 3 стадий
- Покой. Наблюдается при , когда отсутствуют межслоевые перемещения, хотя видны мелкие колебания отдельных частиц. Большинство материалов уплотняется вследствие перехода к компактной укладке внутренней структуры. Максимальное уплотнение достигается обычно при и составляет уменьшение объема на 10–15% от первоначального.
- Правильные циркуляционные движения. Появляются при первом критическом значении и и носят ламинарный характер. Слой при этом разрыхляется, наполняется воздухом и напоминает своим состоянием вязкую кипящую жидкость. Неоднородный материал в этом режиме разделяется по плотности и размеру частиц.
- Стохастические циркуляционные движения. Возникают при втором критическом значении коэффициента перегрузки и. В этой стадии движение частиц беспорядочное, хаотическое. Материал интенсивно перемешивается, сильно разрыхляется, к его поверхности постоянно поднимаются газовые пузыри. Все это создает эффект интенсивного виброкипения слоя сыпучего материала.

Рис. 3. Зависимость коэффициента вариации дозирования
от масштабного фактора при фиксированных параметрах вибрации
1 – пшеница; 2 – дерть пшеничная тонкого помола; 3 –горох; 4 – овес
Применительно к процессам дозирования рекомендуется использовать режим ламинарных циркуляций при условии отсутствия интенсивных вибраций, провоцирующих расслоение и сепарацию неоднородных по составу сыпучих материалов.
В вибрационных дозаторах явно просматривается сходство в поведении материала с псевдожидкостью; он начинает растекаться по поверхностям рабочих органов благодаря приобретенной в процессе вибрационного побуждения эффективной вязкости.
Проведенные экспериментальные исследования выявили, что наряду с коэффициентом перегрузки и вибрационным аналогом числа Рейнольдса значительное влияние на процесс псевдоожижения дисперсного материала оказывает масштабный фактор. Особо ярко его влияние проявляется в случае работы с материалами различной степени измельчения: крупнодисперсными и тонкодисперсными.
Реакция на побуждение к движению вибрацией у них отличается в несколько раз. Объясняется это высокой адгезией и когезией объектов воздействия. На (рис 3), (рис 4) показаны полученные экспериментально зависимости [3].
Поскольку у материалов имеется существенное отличие в отношениях силы тяжести частицы к силам контактного сцепления между собой, эффективное управление динамическим процессом становится возможным не только изменением параметров вибрации, но также варьированием толщины слоя.
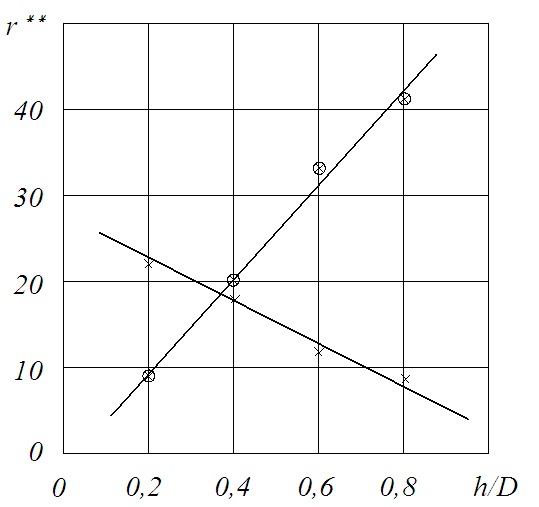
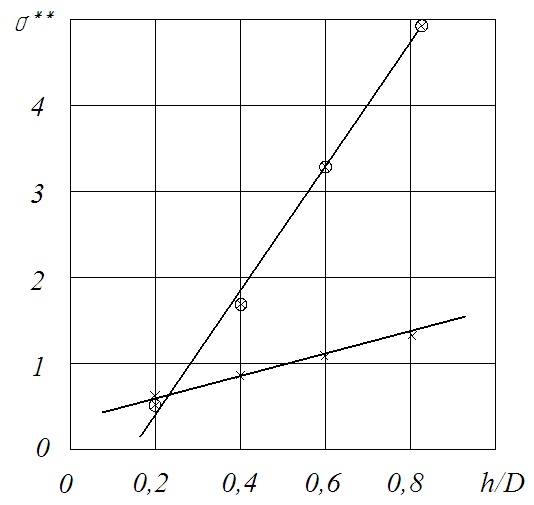
Рис. 4. Зависимость значений коэффициента перегрузки и вибрационного аналога числа Рейнольдса от масштабного фактора
(Федоренко И.Я):
– грубодисперсные материалы; – тонкодисперсные сыпучие материалы
Особое влияние при дозировании масштабный фактор оказывает на качество получаемой смеси, оцениваемое коэффициентом вариации (рис. 3). С одной стороны, положительный эффект, выраженный равномерностью истечения, достигается увеличением параметра в, снижая тем самым эффективную кинематическую вязкость; с другой, что неразрывно связано с первой причиной, дозируемый материал лучше прорабатывается, имея большую площадь соприкосновения с вибрирующими поверхностями, в результате чего усредняется его внутренняя структура. Установлено, что достижение максимальных результатов по качественным показателям процесса дозирования возможно лишь при равномерно распределенной внутренней плотности сыпучего материала.
Таким образом, важную роль в процессе вибрационного дозирования играют параметры вибрации, которые необходимо контролировать и поддерживать на определенном уровне.
Библиографический список
- Потураев В.Н. Механика вибрационных машин с эластичными рабочими органими / В.Н. Потураев, В.П. Надутый, А.В. Юрченко; АН УССР. ин-т геотехн. механики – Киев: Наукова думка, 1991. – 152 с.
- Земсков В.И. Вибрация и внешнее трение сыпучих кормовых материалов / В.И. Земсков, И.Я. Федоренко, В.И. Лобанов // Механизация, электрификация и автоматизация животноводства: сб. науч. тр. / ЦНИИЭСХ. – Минск, 1987. – № 2. – С. 33 – 35.
- Федоренко И.Я. Вибрационная техника с-х и перерабатывающих предприятий: учеб. пособ. / И.Я. Федоренко, П.И. Леонтьев, В.И. Лобанов; Алт. гос. аграрн. ун-т. – Барнаул, 1995. Ч.1.– 98 с.